沙井PCB加工.SMT贴片加工.PCB插件加工.PCB焊接
第一枪帮您来“拼单”,更多低价等你来!沙井PCB加工.SMT贴片加工.PCB插件加工.PCB焊接

- 名称深圳市广大综合电子有限公司 【公司网站】
- 所在地中国 广东 深圳
- 联系人 黄生
- 价格 ¥8.6元/套 点此议价
- 采购量 5套
- 发布日期 2023-03-28 17:44 至 长期有效
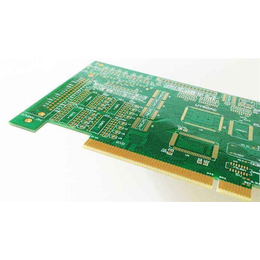
沙井PCB加工.SMT贴片加工.PCB插件加工.PCB焊接产品详情
- 加工定制:是
- 材质:FR-4
- 基材:铜
- 阻燃特性:VO板
- 规格:126*55
- 品牌:其他
- 用途:通用
- 表面工艺:沉金板
- 基材类型:刚性线路板
- 型号:PCBA40
沙井PCB加工.SMT贴片加工.PCB插件加工.PCB焊接加工
SMT生产线工艺流程
【作业准备:SMT生产线所有工作站人员规范佩戴防静电手环、工作鞋、工作服、工作帽。】
一、物料存储:
1.静电敏感元件、湿度敏感元件,依据《ESD防护管理程序》、《湿敏元件管理程序》存放并记录。
2.每瓶锡膏贴上《锡膏标示单》存放于冰箱,每天点检一次冰箱内温度(要求0~10℃)。
二、印刷锡膏:
1.锡膏: &nb*.回温:从冰箱取出编号****小的锡膏(****先出原则),填写回温时间,取出时为开始时间, 两小时后为结束时间。放置回温盒中,室温下自然升温两小时。 b.搅拌:待回温时间结束,锡膏放入搅拌机内,搅拌2分钟。 c.使用:①.IPQC确认回温时间合格后方可作业。 ②.开封后使用寿命为24小时。若不使用,则收纳于瓶内封盖冷藏。 ③.钢网上锡膏超过30分钟未使用,则收纳于瓶内封盖。 ④.环境要求:温度22~28℃,湿度45~65%。
2.钢网: &nb*.张力测量:每次用前进行测量五个位置的张力值并记录,小于30N/cm2时及时知会负责人处理。 依据《钢网管制作用办法》。 b.清洗:①.使用前/后,用无尘擦拭纸、清洗钢网面和底层,气吹除网孔*。 ②.印刷过程中,每印刷十片电路板或者印刷品质有缺陷时,立刻清洗。 ③.依据《钢网清洗作用办法》、《印刷品质检验标准书》
3.半自动印刷机调试: &nb*.组装:确认电路板符合订单机种→固定电路板于印刷机作业台→钢网开口对准电路板各焊盘后 锁固→启功钢网往下移动并与电路板完成贴合时,紧固调节转盘。 b.锡膏量调试:①.倒入锡膏于钢网上,手动控制刮来回均匀锡膏,逐步增加锡膏量,覆盖电路 板所有焊盘,且刮两端有锡膏溢出。 ②.刮除后,钢网面若残留有锡膏,调整刮压力,使其刮除残留的锡膏。 c.锡膏厚度确认:①.锡膏测厚仪测量电路板五个区域的锡膏厚度。 ②.厚度标准:下限=钢网厚度减0.01mm,上限=钢网厚度加0.045mm。 ③.依据《锡膏测厚仪作业标准书》 d.印刷品质检查:操作员检查每片加工产品,若出现毛刺、连锡、少锡、漏印现象,及时清洗网 孔、增加钢网上的锡膏量。 1/3
三、贴片机贴片:
1.程序文件确认:a.依据订单机种调取对应的贴片程序。 b.载入电路板,确认MARK点、贴片位置,若有偏移,调整XY坐标。
2.供料器物料确认:a.依据工程贴片BOM表,各规格尺寸编带料,对应安装于供料器。 b.依据贴片程序内容,安装供料器于*的站位编号。 c.依次确认各供料器编带物料,若进位不正确、不稳定、偏移,调整供料器、 调整头部吸嘴XY坐标。
3.贴片后检查/调试: &nb*.启动贴片机全自动贴一片电路板,是否有偏移、侧翻、漏件/多件、****性反、错件不良现象。 b.不良原因对应:①.偏移:夹持轨道太宽、电路板原点偏移、吸嘴不良、贴片坐标偏移。 ②.侧翻:供料器进位不稳定/抖动、吸嘴不良。 ③.漏件/多件:贴片程序错误、吸嘴不良、气压不足。 ④.****性反:供料器上料装反、贴片程序错误。 ⑤.错件:供料器上料装错、贴片程序错误。 c.贴片后外观检查:首件自检合格后,知会IPQC核对确认并告知合格后方可作业。
四、回流焊焊接:
1.文件资料确认:a.依据订单机种调取对应的机种文件。 b.确认参数设定:加热区温度,链速,风机频率。
2.焊接效果确认: &nb*.将三片贴好的电路板放入回流焊中。 b.放大镜下(40倍)检查所有焊接位置,是否有锡珠、冷焊、连锡、立碑、假焊不良现象, 焊点是否光亮,残留物的反应,焊盘润湿不足。 c. 不良原因对应: ①.锡珠:预热区升温速率快、恒温区恒温时间短、锡膏印刷不良、锡膏特性不良。 ②.冷焊:预热区时间长、焊接区温度低、焊接区焊接时间短、锡膏特性不良。 ③.连锡:预热区升温速率快、锡膏印刷偏移不良、贴片元件偏移。 ④.立碑:预热区温度低、恒温区恒温时间短、锡膏印刷厚度不均匀、贴片元件偏移。 ⑤.假焊:恒温区恒温时间长、焊盘/元件金属层污染氧化、引脚变形翘曲,锡膏量少/薄。 ⑥.焊点灰暗无光泽:焊接区焊接时间长、冷却区降温速率慢。 ⑦.残留物多:预热区温度低、焊接区温度低;残留物发黑:焊接区温度高、恒温/焊接区时间长。 ⑧.润湿不足:预热区温度高、恒温区温度低、锡膏印刷偏移不良、焊盘污染氧化可焊性差。 d.回流焊温度曲线要求:(依据锡膏说明书温度曲线图设定参数、KIC测温仪测量炉温,两周一次。) 预热区:温度区间→室温~150℃、时间→60~90秒、升温斜率→1~3℃/sec 恒温区:温度区间→150~217℃、 时间→60~120秒 焊接区:温度区间→217~245℃、 时间→20~50秒 冷却区:温度区间→217~150℃、 降温斜率→2.5~6℃/sec
3.三片电路板焊接效果自检合格后,知会IPQC核对确认并告知合格后方可作业。 2/3
五、炉后外观检查:
1.贴片IC物料使用电子放大镜下目视检查确认。
2.依据订单机种调取对应的AOI检测程序。
3.AOI检测作业: &nb*.操作员核实确认AOI检出的不良对象。 b.确认为不良品,贴附红色标签,隔离至不良品框中,并记录于报表。 c.连续出现3次相同的不良现象,立刻知会负责人处理。 d.确认为合格品,放置于防静电周转框中。 e.依据《炉后外观检查作业标准书》
六、维修不良品:根据红色标签标示,维修不良品,并记录处理措施于重修报表中。

该公司其他产品
-
软性FPC排线-柔性线路板-柔性FPC排线- 深圳fpc厂家
¥3.09元/片 -
多层板FPC加工_多层软板制作_多层FPC电路板生产
¥5.76元/片 -
供应1.2米线路板 1米2双面板 超长PCB线路板工厂
¥1.2元/片 -
pcbA制作.pcbA打样.pcbA贴片.pcbA快速打样
¥3.4元/套 -

SMT贴片加工.多层板贴片.SMT制作.代工代料OEM加工
¥7.0元/套
江湖通产品
-
 惠而浦电路控制板哪里有卖
面议
惠而浦电路控制板哪里有卖
面议
-
 品牌家电配件 三星系列控制板
面议
品牌家电配件 三星系列控制板
面议