您是不是要采购
铝型材|仟百易铝业科技|散热铝型材挤压
第一枪帮您来“拼单”,更多低价等你来!铝型材|仟百易铝业科技|散热铝型材挤压

- 名称昆山市仟百易铝业科技有限公司 【公司网站】
- 所在地中国
- 联系人 刘总
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2018-10-16 15:45 至 长期有效
热线:13451759740
来电请说明在第一枪看到,谢谢!
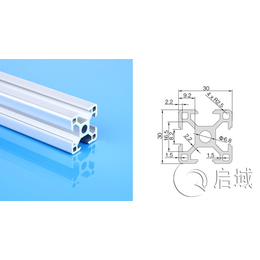
铝型材|仟百易铝业科技|散热铝型材挤压产品详情
查看全部铝产品>>
CNC加工之卧式加工中心如何进行结构分类
它的结构分类方法有多样,有主轴箱位置分类的有:主轴箱正挂和主轴箱侧挂这两种;按立柱分类的有:固定立柱和动立柱这两种;按机床形状分类的有:正T和倒T两种;按Z轴给进分类的有:Z轴工作台进给,Z轴立柱进给,Z轴滑枕进给三种;而在业内都是按立柱来分类。昆山市仟百易铝业科技有限公司欢迎来电咨询。

CNC加工之温度和湿度会直接影响卧式加工中心
卧式加工中心一般要处于低于30摄氏度的环境下才能正常工作,一般情况下卧式加工中心的配电箱内都有设置排风扇和冷风机,散热铝型材挤压,以保证电子件和*处理处于恒温状态下工作。如果温度和湿度过高会导致控制系统的元件寿命降低,导致卧式加工中心故障无故增多。湿度增高的话,灰尘就会在集成电路板上增多直接导致接触不良和短路的故障发生。

镜面磨削时易产生的缺陷和措施
加工硬度高的材料时,砂轮磨削效率差,磨削点会产生高温,容易烧1伤工件(例如,磨削W18Cr4V时,更容易产生烧1伤)。为了****烧1伤,磨削点处必须有充足的磨削液。另外,铝型材,背吃刀量也要适当,不宜过大。****1好的方法是降低砂轮的线速度,散热铝型材挤压,大约在18m/s左右为宜。在M7120A磨床上采用1440r/min的低速,基本上可消除烧1伤现象。砂轮线速度降低后的另一个优点是减少砂轮架振动,随之也可减小和消除波纹现象。

铝型材|仟百易铝业科技|散热铝型材挤压由昆山市仟百易铝业科技有限公司提供。铝型材|仟百易铝业科技|散热铝型材挤压是昆山市仟百易铝业科技有限公司(www.tz1288*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:刘总。

以上内容为铝型材|仟百易铝业科技|散热铝型材挤压,本产品由昆山市仟百易铝业科技有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报
该公司其他产品




江湖通产品
查看全部铝产品>>
-
 120断桥铝门窗
面议
120断桥铝门窗
面议
-
 各种铝型材 批发及零售
面议
各种铝型材 批发及零售
面议
-
 铝型材 批发及零售
面议
铝型材 批发及零售
面议
-
 铝型材 批发 及零售
面议
铝型材 批发 及零售
面议
-
 美维佳 铝型材 批发
面议
美维佳 铝型材 批发
面议
精品推荐
-
 工业型材加工,铝型材,苏州仟百易铝业(查看)
面议
工业型材加工,铝型材,苏州仟百易铝业(查看)
面议
-
 加工铝型材-舟山铝型材-苏州仟百易铝业
面议
加工铝型材-舟山铝型材-苏州仟百易铝业
面议
-
 阳****铝氧化处理价格、铝氧化着色就找新旺、江苏铝氧化
面议
阳****铝氧化处理价格、铝氧化着色就找新旺、江苏铝氧化
面议
-
 定制吊趟门铝材与平开门铝材 佛山窄边吊趟门铝材
¥320.0元/件
定制吊趟门铝材与平开门铝材 佛山窄边吊趟门铝材
¥320.0元/件
-
 上海启域铝型材厂家*3030铝型材批发零售均可
¥22.0元/件
上海启域铝型材厂家*3030铝型材批发零售均可
¥22.0元/件
