高压合金三通、宾宏重工(在线咨询)、长治合金三通
第一枪帮您来“拼单”,更多低价等你来!
高压合金三通、宾宏重工(在线咨询)、长治合金三通产品详情
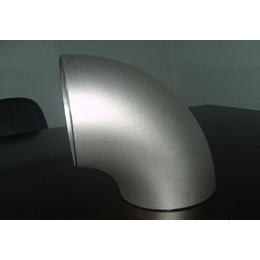
合金三通管的接头焊缝就在主管与支管相交的相贯线上,形状和位置比对接焊缝复杂,焊接时焊缝质量不易控制。据统计,合金三通管这类焊缝的泄漏率占所有工艺焊缝泄漏率的80%,主要缺陷是未焊透、气孔、夹渣等。
相贯线上的焊缝坡口,目前主要是通过手工气割或等离子切割而成,加工精度不高,坡口角度偏小,合金三通管工艺参数选择不当,大口径合金三通,造成未焊透。焊制三通质量缺陷的另一个主要原因就是工艺下料错误、把支管的外坡口加工成内坡口,支管直接搭接在主管上进行焊接。未焊透使焊缝的强度降低,对于输送腐蚀性介质的管道,随着生产周期的增加将使焊缝的热影响区减薄,导致焊缝泄漏。产生气孔、夹渣的原因是焊接前坡口及附近的油、锈、水分等杂物未清理干净,焊接过程中药皮未除净。另外焊接操作时,焊接速度过快,焊接电流又太小,加快了焊缝的冷却速度。
合金三通管一般分为等径三通,异径三通,材料有碳钢,合金钢和不锈钢。
合金三通管就是一段主管加上一个小的分支管,16mn合金三通,显然,两个大的尺寸是主管,中间接出来的小尺寸就是支管。在纯氧管线中,一般是有压力的,这时氧的活性更大;如使用焊接三通,只要管内杂物在随氧气流移动时,高压合金三通,因管径变化,流速产生变化可能引起杂物与管子的碰撞产用火源或者因流速变化产用的静电放电,都可能引起纯氧管的着火。
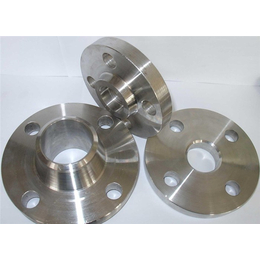
合金三通管被广泛用石油,化工,冶金,电力,工程配套等工业管道上。焊接三通材质:A105、20#、碳钢、不锈钢;焊接三通口径DN10--100;焊接三通产口压力:SCH10。
1、合金三通管标准:DIN、SMS、ISO、IDF、3A、RJT、DS、BS、BPE、广泛应用于全球范围内的化工、石油、电力、制药、啤酒、食品、乳品饮料、*及各类工程配套管路。
2、采用不锈钢304-304L-316-316L;材料制成。主要规格:3/4"-8"-DN8-DN450-OD9。7-OD469-壁厚:1。2MM-6MM R=1。5D
3、合金三通管主要特点性能:耐温差变化大;常压16MPA;耐强腐蚀;精密;壁厚薄。连接方式:焊接、快装、螺纹、法兰。驱动方式:手动、电动、气动、自动、液动。







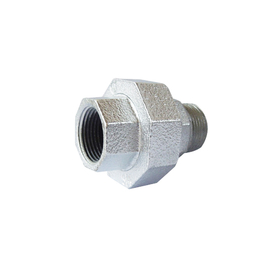
关于合金三通合金管热镀锌的特征有哪些?
关于合金三通合金管热镀锌的特征有哪些?
管坯经过检查后进入连轧钢管车间。 一般来说, 管坯无需进行剥皮处理, 但对于合金元素含量大于 5%的管坯, 则需在专门设置的剥皮机组上进行剥皮处理。 管坯经过测长、 切割、 称重,长治合金三通, 送入环形加热炉进行加热。 管坯在环形加热炉内被均匀地加热到 1250℃, 由出料机将其钳出炉外, 放在倾斜台架上滚落, 使一部分氧化铁皮脱落。 经过热定心机后的管坯被拨入穿孔机进料台架上。 对加热不合格的管坯, 则可将其拨入进料辊道一侧的收集槽中, 待冷却后再返回管坯库。/s, 延伸系数为 1.5 ~4.06。 在穿孔机后台有 6 组定心辊抱住顶杆, 当合金管空心坯头部到达每组定心辊之 前, 依靠每组定心辊的光电管作用, 使各组定心辊依次松开。 穿孔结束后, 定心辊已全部打开, 此时升降辊道升起, 止推座将带顶头的顶杆拉出穿孔机, 止推座随即脱开顶杆, 拨出-放入装置将空心坯连同带顶头的顶杆一起拨至脱顶杆辊道。
在脱顶杆辊道上, 顶头被夹持住, 空心坯则通过夹送辊和辊道的运动而脱离顶杆, 并运往空减机。止推座推开顶杆后, 随即将一根带顶头的顶杆放入升降辊道上, 止推座再次向前夹持住顶杆送入穿孔机的预*置, 开始下一个轧程。合金管的空心坯在六机架三辊式空减机上, 减径成进入连轧机所需要的两种外径 空心坯, 同时亦消除了狄塞尔穿孔机所造成的空心坯头尾直径差。 该差值为 5mm。 空心坯减径机的延伸系数是1.4。减径空心坯在运往连轧管机进口台架前, 先通过一个吹灰装置用压缩空 气吹去减径空心坯内的细小氧化铁皮, 以减少对芯棒的磨损和管子内表缺陷。连轧机进料台架上的减径空心坯, 由拨料装置拨入进料辊道, 随即运往连轧机, 先在升降挡板处停下。 合金管的芯棒导入链开始动作, 将搁置在其上面的芯 棒向连轧机方向运送, 此时芯棒先通过喷涂润滑装置, 使前进着的芯棒被均匀地涂上一层润滑剂, 然后芯棒穿过减径空心坯并使其头部伸出减径空心坯一定长度。 *后, 将减径空心坯和芯棒一起喂入连轧机进行轧制。

高压合金三通、宾宏重工(在线咨询)、长治合金三通由宾宏重工有限公司提供。宾宏重工有限公司(www.bhz*d*)拥有很好的服务和产品,不断地受到新老用户及业内人士的肯定和信任。我们公司是全网商盟认证会员,点击页面的商盟客服图标,可以直接与我们客服人员对话,愿我们今后的合作愉快!