您是不是要采购
环形锻件、九江车源精密制造、锻件
第一枪帮您来“拼单”,更多低价等你来!环形锻件、九江车源精密制造、锻件

- 名称九江车源精密制造有限公司 【公司网站】
- 所在地中国
- 联系人 戴总
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2018-08-07 13:08 至 长期有效
热线:18079833251
来电请说明在第一枪看到,谢谢!
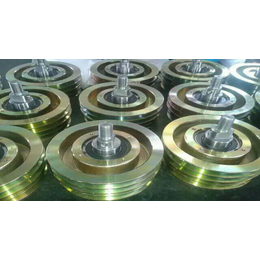
环形锻件、九江车源精密制造、锻件产品详情
查看全部其他船用五金配件产品>>
1)钢液真空处理,炉外精炼,控制钢液质量;
2)清洁浇注,锻件,****外来夹杂污染与异金属进人;
3)合理锻造变形,****夹杂分布。
缩孔与疏松
该类孔隙性缺陷,锻件厂,*金属连续性,形成应力集中与裂纹源,属于不允许的缺陷。
钢锭开坯时切除量不够,残留缩孔及疏松,表现为锻件端头有管状孔穴或者严重中心疏松。
1)严格控制浇注温度和速度,****低温慢速注锭;
2)采用发热冒口或绝热冒口,****补缩条件使缩孔上移至冒口区,****缩孔深人到锭身处;
3)控制锻造时钢锭冒口切头率,充分切净缩松缺陷。合理锻压变形,压实疏松缺陷。






锻造裂纹
(1)钢锭缺陷引起的锻造裂纹 大部分钢锭缺陷,锻造时都可能造成开裂,汽车锻件,图片6-8所示为2C*主轴锻件中心裂纹。这是因为该6t钢锭凝固时结晶温度范围窄,线收缩系数大。冷凝补缩不足,内外温差大,轴心拉应力大,沿枝晶开裂,形成钢锭轴心晶间裂纹,该裂纹在锻造时进一步扩展而成主轴锻件中已裂纹。
该缺陷可通过下列措施予以消除:①****冶炼钢水纯净度;②铸锭缓慢冷却,减少热应力;③采用良好的发热剂与保温帽,*补缩能力;④采用中心压实锻造工艺。
锻件分为Ⅰ、Ⅱ、Ⅲ、Ⅳ四个级别,每个级别的检验项目按下表规定:
锻件级别 检验项目 检验数量
Ⅰ 硬度(HB):逐件检查 ;
Ⅱ 拉伸和冲击:同冶炼炉号,同炉批,环形锻件,每批抽样检查一件;
Ⅲ 拉伸和冲击:同冶炼炉号,同炉批,每批抽样检查一件。 超声检测:逐件检查;
Ⅳ 拉伸和冲击:逐件检查,超声检测:逐件检查;
那么压力容器各个标准上对锻件级别又是如何规定的呢
环形锻件、九江车源精密制造、锻件由九江车源精密制造有限公司提供。环形锻件、九江车源精密制造、锻件是九江车源精密制造有限公司(www.jjgongdo*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:李先生。
以上内容为环形锻件、九江车源精密制造、锻件,本产品由九江车源精密制造有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报
该公司其他产品




江湖通产品
查看全部其他船用五金配件产品>>