九江振动时效设备批发
第一枪帮您来“拼单”,更多低价等你来!九江振动时效设备批发

- 名称济南博纳机电设备有限公司 【公司网站】
- 所在地中国 山东 济南
- 联系人 储先生
- 价格 面议 点此议价
- 采购量 1套
- 发布日期 2015-11-05 01:17 至 长期有效
九江振动时效设备批发产品详情
****焊接构件残余应力开裂及构件变形请选择振动焊接技术
焊接构件的振动时效技术是对已焊接成型的构件进行处理,用以降低和均化由于焊接造成的残余应力。而振动焊接是首先将被焊构件进行振动,且边振动边焊接,直至焊完为止。这种振动是在一定频率范围内的轻微振动,其作用如下:首先,当焊缝金属在溶溶状态时,振动可以使*发生变化,晶粒得以细化。焊缝晶粒细化必将使材料力学性能得到****,其次在有温度作用下,焊缝处于材料屈服****限很低,因此振动很容易使热应力场得到缓解,****易发生热塑性变形,而释放受约束得应变,使应力场梯度减少。故使****后的焊缝残余应力得到降低和均化、平缓,降低应力集中,****焊接质量。因此振动焊接可以有效的****焊接裂纹和变形,****构件的疲劳寿命,增强机械性能。
振动焊接技术是在振动时效技术的基础上发展起来的,但振动焊接技术的作用明显优於振动时效技术。振动时效技术是在构件焊好后使用的处理技术,只能对焊接残余应力起到降低和均化作用。而振动焊接技术从焊接开始就起到细化晶粒的作用,接着在热状态下通过热塑性变形来调整应变来降低残余应力。因此,可以说振动焊接从一开始就起到了****焊接裂纹和减少变形的作用。****焊接质量是优於振动时效技术的****突出优点。做为振动焊接技术,它并不要求构件必须达到共振状态,只要达到某一频率范围内且具有一定的振幅就可以,因此振动焊接技术可以在任何构件上使用。特别是在大型结构件焊接*时,振动焊接技术就可以完全实现,焊后不在使用热时效处理。
在这里说明的是“振动焊接技术”包括两个方面,即“焊接技术”与“振动焊接技术”两个内容。“焊接技术”就是正常的焊接技术,而“振动焊接技术”就是在焊接过程中根据不同的工件施加一种不同参数的机械振动
焊接技术产品
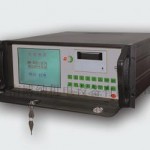
一.BN-I 神州系列频谱振动时效系统
1.全国****的频谱谐波式残余应力消除系统,兼具低/高频时效,亚共振时效于一体。
2.全自动科学的动态跟踪功能,科学合理扫描工件的共振谐波峰值,并给出判定方案。
3.自动选择合适的谐波振动频率、并进行自动频率分析,合理安排时效加工时间,使残余应力的消除和均化更*,时效效果更明显。
4.内设十套工艺,现场实现了对工件振动时效的一键处理。
5.采用USB数据接口,振动峰值、振动频率、时效加工曲线的工艺过程可自动存储,并可随时调用、查阅、打印。
6.采用10寸高亮度真彩液晶屏,动态显示扫描分析曲线a-n和时效加工曲线a-t及数据对比,时效过程和曲线走势一目了然,人机对话功能更完善。
7.采用高速高分辨频率的微型计算机和脉宽调制技术相结合,具有较高的数据处理能力和转速稳定性,稳速精度达±0.5r/min。
技术参数
|
型 号 |
|
|
|
|
|
|
****大激振力(KN) |
5 |
15 |
30 |
40 |
50 |
|
调速范围(r/min) |
1000~10000 |
1000~8000 |
1000~8000 |
1000~8000 |
500~6000 |
|
可处理工件重量(T) |
0~2 |
0~20 |
0~50 |
0~100 |
0~500 |
|
电机功率(W) |
600 |
1200 |
1500 |
2200 |
3500 |
|
加速度测量范围(m/s2) |
0~199.9 |
||||
|
USB接口数据传输 |
有 |
||||
|
无线通信功能 |
可选 |
||||
|
打印功能 |
可打印a-n、a-t曲线、参数数据、参数对比及时效处理日期 |
||||
二.VAII智能*振动时效
●真彩大液晶屏动态显示现场时效工艺过程,*排除了操作人员的人为因素。
●自动判定工艺参数合适与否,并给出修订方案,实现人机对话。
●自动打印工件编号及处理工件时的时间(年月日时分秒),****出现打印单据的重复和漏时效
●动态跟踪功能可保证振动处理始终在标准要求的亚共振区进行。
●采用****的聘谱分析技术,可获得工件多个共振频率并进行自动优化,实现现场低噪音振动处理。
●采用脉宽调制技术,具有强大的*干扰能力。
●在线打印,全中文显示各曲线标注,使打印曲线更易识别与判断。
●飞车提示、多重保护功能排除了现场操作的危险性。
●应用国外****的控制模式,完全排除了现场干扰。