枣庄铝合金压铸|东营led铝合金压铸件|*金属(****商家)
第一枪帮您来“拼单”,更多低价等你来!枣庄铝合金压铸|东营led铝合金压铸件|*金属(****商家)

- 名称淄博创新金属制品有限公司 【公司网站】
- 所在地中国
- 联系人 孙经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2018-02-20 04:08 至 长期有效
枣庄铝合金压铸|东营led铝合金压铸件|*金属(****商家)产品详情
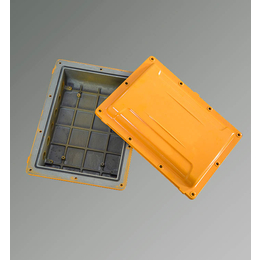
淄博*金属制品有限公司于1994年在淄博市果里镇成立,是一家****生产精密锌合金压铸、铝合金压铸、压铸模具、CNC五金件加工的实业型内资企业.公司创建以来,拥有从材料、模具、产品、抛光、钻孔攻牙、机加工、喷涂(喷粉)、检测为一系列的配套设施。


适时刃磨可有效延长模具的使用寿命
如果工件出现过大的毛刺或冲压时产生异常噪音,可能是模具钝化了。检查冲头及下模,当其刃边磨损产生半径约0.10mm的圆弧时,就要刃磨了。
实践表明,经常进行微量的刃磨而不是等到非磨不可时再刃磨,东营铝合金压铸件,不仅会保持良好的工件质量,减小冲裁力,而且可使模具寿命延长一倍以上。
除了知道模具何时刃磨之外,掌握正确的刃磨方法尤其重要。模具刃磨规程如下:
1)刃磨时,将冲头竖直夹持于平面磨床磁性卡盘的V型槽或夹具内,每次磨削量为0.03~0.05mm,枣庄铝合金压铸,重复磨削直至冲头锋利, 磨削量一般为0.1~0.3mm。
2)使用烧结氧化铝砂轮,硬度D~J,磨粒大小46~60,东营把手铝合金压铸加工,应选适用于高速钢磨削的砂轮。
3)当磨削力大或模具接近砂轮时,加冷却液可****模具过热而开裂或退火,应按照制造商要求选用****多用途冷却液。
4)砂轮向下进刀量0.03~0.08mm,横向进给量0.13~0.25mm,横向进给速率2.5~3.8m/min。
5)刃磨后,用油石打磨刃口,去除毛刺,并磨出半径0.03~0.05mm的圆角,可以****刃口崩裂。
6)冲头去磁处理并喷上润滑油,****生锈。
具有性价比的铝合金压铸产品 需求铝合金压铸 常用的铝合金压铸件 有名的铝合金压铸厂家
铝合金压铸模具对淄博*金属制品有限公司是一家集压铸设计、生产及加工为一体的****生产厂家。山东铝合金压铸厂 铝合金压铸加工 铝合金压铸件。


表面质量的6大要求。
1、若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置、分型线的位置、浇口和溢流口的位置等由生产厂自行规定,否则图样上应注明或由供需双方商定。
2、铸造模具需要特殊加工的表面,如抛光、喷丸、镀铬、涂覆、阳****氧化、化学氧化等须在图样上注明或由供需双方商定。
3、铸造模具允许有擦伤、凹陷、缺肉和网状毛刺等缺陷。但其缺陷的程度和数量应该与供需双方同意的标准相一致。
4、铸造模具的浇口、飞边、溢流口、隔皮、顶杆痕迹等应清理干净。但允许留有痕迹。
5、铸造模具不允许有裂纹、欠铸、疏松、气泡和任何穿透性缺陷。
6、铸造模具表面粗糙度应符合GB/T15114-1994的规定。
铝合金压铸件加工 铝合金压铸产品报价 铝合金压铸件价格 铝合金压铸行情
枣庄铝合金压铸|东营led铝合金压铸件|*金属(****商家)由淄博*金属制品有限公司提供。淄博*金属制品有限公司(www.zbcxjs*)实力雄厚,信誉可靠,在山东 淄博 的机械加工等行业积累了大批忠诚的客户。公司精益求精的工作态度和不断的完善*理念将**金属和您携手步入*,共创美好未来!

该公司其他产品



江湖通产品
-
 EN AC-Al Si9Cu3Fe铝合金
¥25.0元/件
EN AC-Al Si9Cu3Fe铝合金
¥25.0元/件
-
 ZAlSi7MgDA铝合金
¥45.0元/件
ZAlSi7MgDA铝合金
¥45.0元/件
-
 ZLD207 铝棒ZLD207 铝管
¥48.0元/件
ZLD207 铝棒ZLD207 铝管
¥48.0元/件
-
 ZLD111铝棒
¥45.0元/件
ZLD111铝棒
¥45.0元/件
-
 ZAlMg10D铝合金性能
¥48.0元/件
ZAlMg10D铝合金性能
¥48.0元/件
精品推荐
-
 铝合金电机壳低价 铝合金电机壳
¥100.0元/件
铝合金电机壳低价 铝合金电机壳
¥100.0元/件
-
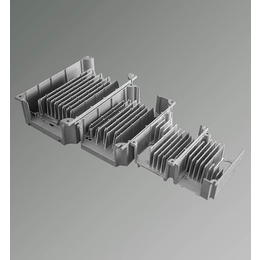
 生产的铝合金散热器
¥100.0元/件
生产的铝合金散热器
¥100.0元/件
-
 鼎豪供应3005铝合****纹板 1.0mm五条筋铝花纹板销售商
¥25.0元/千克
鼎豪供应3005铝合****纹板 1.0mm五条筋铝花纹板销售商
¥25.0元/千克
-
 4040铝型材角件,美特鑫工业设备公司,开封4040铝型材
面议
4040铝型材角件,美特鑫工业设备公司,开封4040铝型材
面议
-
 7075-T6511铝板锻铝
¥28.0元/千克
7075-T6511铝板锻铝
¥28.0元/千克
