南昌宏盛源模具价更低(图)、精密模具塑料、上饶精密模具
第一枪帮您来“拼单”,更多低价等你来!南昌宏盛源模具价更低(图)、精密模具塑料、上饶精密模具

- 名称南昌市青云谱区南昌宏盛源精密塑料模具厂 【公司网站】
- 所在地中国
- 联系人 黄经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2018-02-14 06:20 至 长期有效
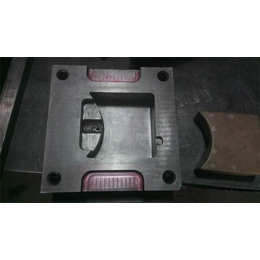
南昌宏盛源模具价更低(图)、精密模具塑料、上饶精密模具产品详情
浅析塑胶模具注塑制品翘曲和扭曲的原因及解决办法
1、冷却不充分或不均匀造成
在未完全冷却时顶出,顶杆的顶推力往往使成型制件变形,所以未充分冷却就勉强脱模会产生变形。解决办法是是在模腔内充分冷却,等完全硬化后方可顶出。也可以降低模具温度、延长冷却时间。
2、由成型应变引起
成型应变造成的变形主要是由成型收缩在方向上的差异、壁厚的变化所产生的。因此,****模具温度、****熔料温度、降低注射压力、****浇注系统的流动条件等均可减小收缩率在方向上的差值。
3、顶杆造成
有的制件的脱模性不良,上饶精密模具,采用顶杆强行脱模而造成变形。对不易变形的塑料制件,这时不是产生变形而是产生裂纹。其消除方法是****模具的抛光、使其易于脱模,精密模具塑料,有时使用脱模剂也可****脱模。
4、 矫正制品翘曲的方法
从模具中取出的制品如果要矫正,简单的办法就把要矫正的制品放在矫正的工具上,在翘曲的地方加上重物,但必须明确决定重物的重量同所放的位置。或把翘曲的制品放在矫直器上,一同放入制品热变形温度附近的热水中,简单地用手矫直。但要注意热水的温度不能太高,否则会使制品的变形更加历害。



影响模具结构及模具系统的因素
1.型腔布置。根据塑件的几何结构特点、尺寸精度要求、批量大小、模具制造难易、模具成本等确定型腔数量及其排列方式。
对于注射模来说,塑料制件精度为3级和3*,重量为5克,采用硬化浇注系统,型腔数取4-6个;塑料制件为一般精度(4-5级),成型材料为局部结晶材料,型腔数可取16-20个;塑料制件重量为12-16克,精密模具加工价格,型腔数取8-12个;而重量为50-100克的塑料制件,型腔数取4-8个。对于无定型的塑料制件建议型腔数为24-48个,16-32个和6-10个。当再继续增加塑料制件重量时,就很少采用多腔模具。7-9级精度的塑料制件,****多型腔数较之指出的4-5级精度的塑料增多至50%。
2.确定分型面。分型面的位置要有利于模具加工,排气、脱模及成型操作,塑料制件的表面质量等。
3.确定浇注系统(主浇道、分浇道及浇口的形状、位置、大小)和排气系统(排气的方法、排气槽位置、大小)。
4.选择顶出方式(顶杆、顶管、推板、组合式顶出),决定侧凹处理方法、抽芯方式。
5.决定冷却、加热方式及加热冷却沟槽的形状、位置、加热元件的安装部位。
6.根据模具材料、强度计算或者经验数据,确定模具零件厚度及外形尺寸,外形结构及所有连接、*、导向件位置。
7.确定主要成型零件,结构件的结构形式。
8.模具各部分的强度要认真分析,计算成型零件工作尺寸。


南昌宏盛源模具价更低(图)、精密模具塑料、上饶精密模具由南昌市青云谱区南昌宏盛源精密塑料模具厂提供。南昌宏盛源模具价更低(图)、精密模具塑料、上饶精密模具是南昌市青云谱区南昌宏盛源精密塑料模具厂(www.nchsymj*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取新的信息,联系人:黄经理。