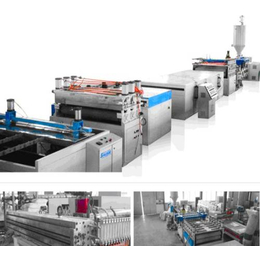
大量供应密炼单螺杆防水卷材挤出机
第一枪帮您来“拼单”,更多低价等你来!大量供应密炼单螺杆防水卷材挤出机

- 名称苏州恭乐橡塑机械有限公司 【公司网站】
- 所在地中国 江苏 苏州 昆山市
- 联系人 王先生
- 价格 面议 点此议价
- 采购量 不限制
- 发布日期 2017-12-13 14:51 至 长期有效
大量供应密炼单螺杆防水卷材挤出机产品详情
- 品牌:其他
- 类型:单螺杆挤出机
- 加工定制:是
- 型号:150
- 螺杆转速:变频调速
- 螺杆直径:150
- 螺杆头数:单
- 主电机功率:55
- 主电机转速:变频调速
- 机筒加热功率:34
- 机筒冷却方式:水冷
- 最大挤出量:400
- 生产能力:400
- 外形尺寸:3600
- 重量:4000
防水卷材挤出机****主要的依据是塑料所具有的可塑态。塑料在挤出机中完成可塑过程成型是一个复杂的物理过程,即包括了混合、*碎、熔融、塑化、排气、压实并成型定型。大家值的注意的是这一过程是连续实现的。然而习惯上,人们往往按塑料的不同反应将挤塑过程这一连续过程,人为的分成不同阶段,即为:塑化阶段(塑料的混合、熔融和均化);成型阶段(塑料的挤压成型);定型阶段(塑料层的冷却和固化)。
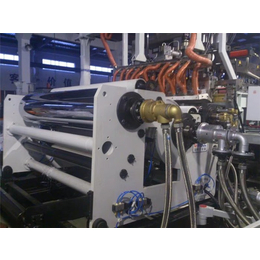
****阶段是塑化阶段。也称为压缩阶段。它是在挤塑机机筒内完成的,经过螺杆的旋转作用,使塑料由颗粒状固体变为可塑性的粘流体。塑料在塑化阶段取得热量的来源有两个方面:一是机筒外部的电加热;二是螺杆旋转时产生的摩擦热。起初的热量是由机筒外部的电加热产生的,当正常开车后,热量的取得则是由螺杆选装物料在压缩、剪切、搅拌过程中与机筒内壁的摩擦和物料分子间的内摩擦而产生的。
第二阶段是成型阶段。它是在机头内进行的,由于螺杆旋转和压力作用,把粘流体推向机头,经机头内的模具,使粘流体成型为所需要的各种尺寸形状的挤包材料,并包覆在线芯或导体外。第三阶段是定型阶段。它是在冷却水槽或冷却管道中进行的,塑料挤包层经过冷却后,由无定型的塑性状态变为定型的固体状态。
防水卷材挤出机在塑化阶段,塑料沿螺杆轴向被螺杆推向机头的移动过程中,经历着温度、压力、粘度,甚至化学结构的变化,这些变化在螺杆的不同区段情况是不同的。塑化阶段根据塑料流动时的物态变化过程又人为的分成三个阶段,即加料段、熔融段、均化段,这也是人们习惯上对挤出螺杆的分段方法,各段对塑料挤出产生不同的作用,塑料在各段呈现不同的形态,从而表现出塑料的挤出特性。在加料段,首先就是为颗粒状的固体塑料提供软化温度,其次是以螺杆的旋转与固定的机筒之间产生的剪切应力作用在塑料颗粒上,实现对软化塑料的*碎。而****主要的则是以螺杆旋转产生足够大的连续而稳定的推力和反向摩擦力,以形成连续而稳定的挤出压力,进而实现对*碎塑料的搅拌与均匀混合,并初步实行热交换,从而为连续而稳定的挤出提供基础。在此阶段产生的推力是否连续均匀稳定、剪切应变率的高低,*碎与搅拌是否均匀都直接影响着挤出质量和产量。在熔融段,经*碎、软化并初步搅拌混合的故态塑料,由于螺杆的推挤作用,沿螺槽向机头移动,自加料段进入熔融段。在此段塑料遇到了较高温度的热作用,这是的热源,除机筒外部的点加热外,螺杆旋转的摩擦热也在起着作用。而来自加料段的推力和来自均化段的反作用力,使塑料在前进中形成了回流,这回*生在螺槽内以及螺杆与机筒的间隙中,回流的产生不但使物料进一步均匀混合,而且使塑料热交换作用加大,达到了表面的热平衡。

该公司其他产品





江湖通产品
-
 模具恒温机水式模温机
¥4800.0元/台
模具恒温机水式模温机
¥4800.0元/台
精品推荐
-
 中空格子模板设备厂家实力雄厚
面议
中空格子模板设备厂家实力雄厚
面议
-
 河北大型网套机生产 花菜加长网套机
¥80000.0元/件
河北大型网套机生产 花菜加长网套机
¥80000.0元/件
-
 PS片材机设备,PS片材机,PS片材挤出生产线
面议
PS片材机设备,PS片材机,PS片材挤出生产线
面议
-
 中空格子板设备流水线-塑科机械-中空格子板设备
面议
中空格子板设备流水线-塑科机械-中空格子板设备
面议
-
 流延PVC薄膜设备、PVC薄膜设备、PVC薄膜流延设备
面议
流延PVC薄膜设备、PVC薄膜设备、PVC薄膜流延设备
面议
